





5. Conditions de livraison
5.1 État fini
Le produit en acier doit être livré dans un ou plusieurs des états finis suivants avec ou sans traitement thermique :
a) dessiné, symbole +C ;
b) tourné, symbole +SH ;
c) masse, symbole +SL ;
d) poli, symbole +PL.
5.2 Condition finale
Sauf convention contraire au moment de l'appel d'offres et de la commande, la méthode de découpe est laissée à l'appréciation du fabricant.
Lorsque cela est spécifié au moment de l'appel d'offres et de la commande, les conditions finales peuvent être spécifiées conformément à A.2.
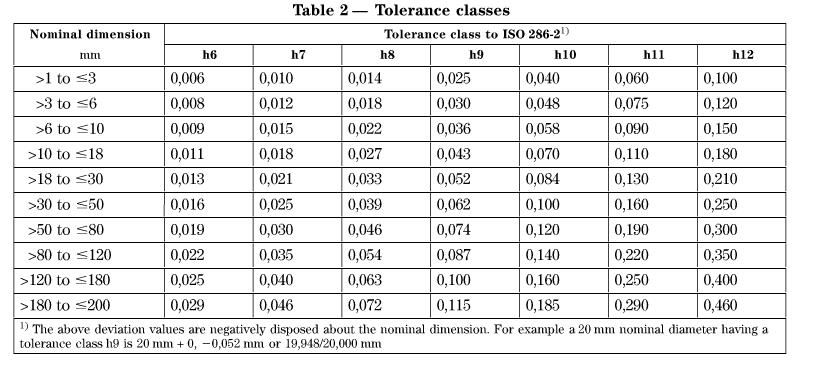
6 Tolérances sur les dimensions et la forme
6.1 Tolérances sur les dimensions (diamètre, épaisseur, largeur)
6.1.1 Les tolérances sur les dimensions doivent être spécifiées par l'acheteur au moment de l'appel d'offres et de la commande et doivent être conformes à la norme ISO 286-2 comme indiqué dans le tableau 1.
6.1.2 Sauf indication contraire au moment de l'appel d'offres et de la commande (voir 6.3), les tolérances sur les dimensions doivent être les suivantes :
a) pour les barres rondes étirées, autres que celles sous e), ou tournées : h10 au tableau 2 ;
b) pour les barres hexagones et carrées : h11 pour les dimensions ≤ 80 mm, h12 pour les dimensions > 80 mm selon les tableaux 1 et 2 ;
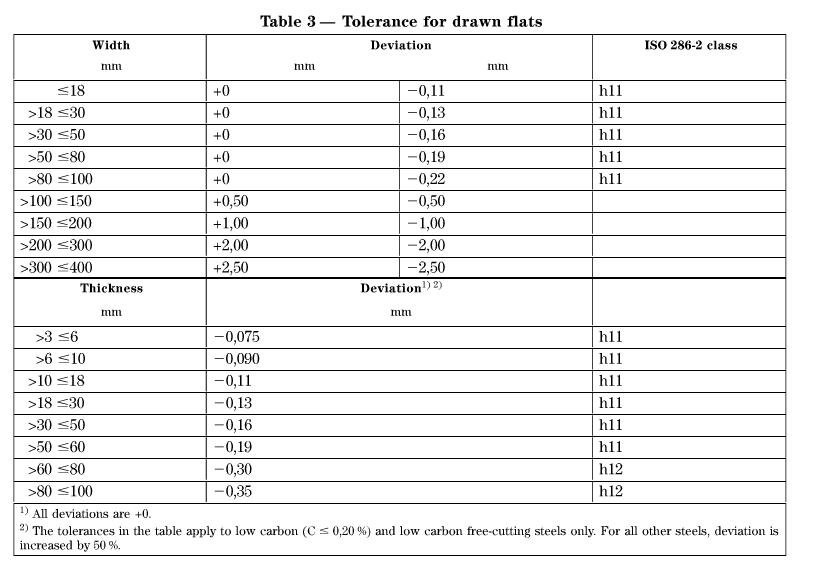
c) pour les plats étirés : conformément au tableau 3 ;
d) pour les produits broyés : h9 conformément aux tableaux 1 et 2 ;
e) pour les barres rondes étirées à l'état final trempé et revenu :h11.
6.1.3 Lorsque spécifié par l'acheteur au moment de l'appel d'offres et de la commande, les tolérances de disposition spécifiées dans le tableau 2 doivent être conformes à A.1.
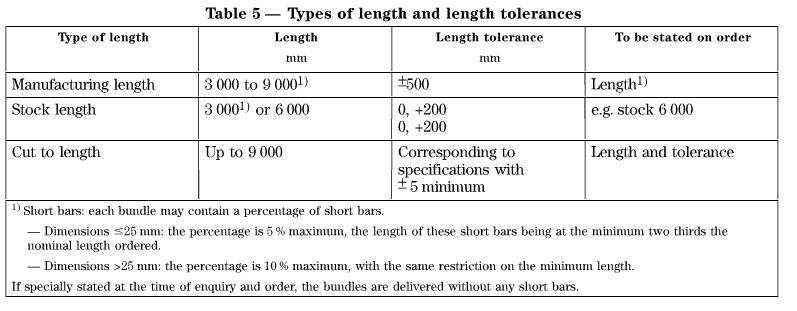
6.2 Types de longueur et tolérances de longueur
Sauf accord contraire au moment de l'appel d'offres et de la commande, la longueur et la tolérance sur la longueur doivent être telles que spécifiées dans le tableau 5.
6.3 En dehors du tour
L'écart maximal par rapport au "faux rond" ne doit pas être supérieur à la moitié de la tolérance spécifiée, en aucun cas jamais supérieur à la limite supérieure de la tolérance.
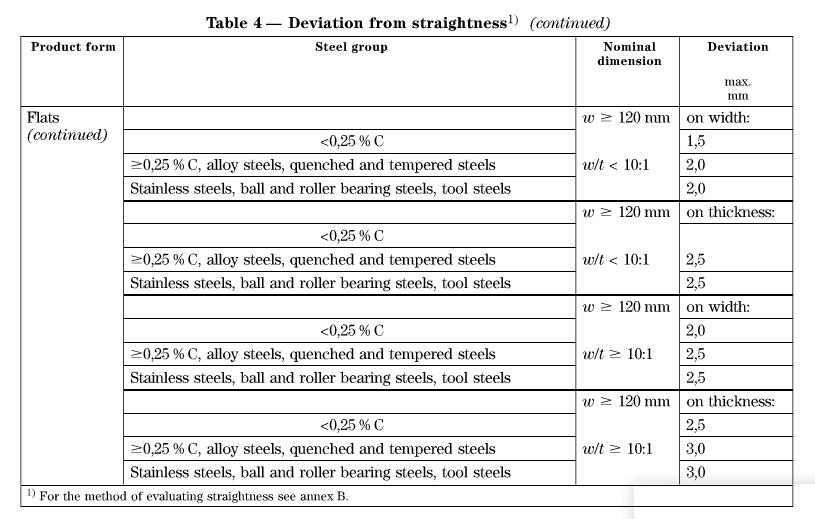
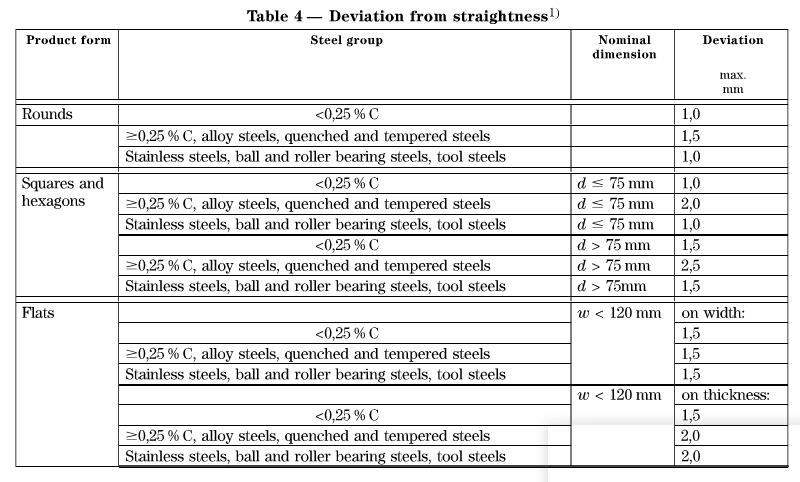
6.4 Tolérance de rectitude
Lorsque cela est spécifié au moment de l'appel d'offres et de la commande et en cas de litige, un nombre convenu de barres doit être évalué pour la rectitude conformément à l'une des méthodes spécifiées à l'annexe B et les tolérances spécifiées dans le tableau 4 s'appliquent.
6.5 Arêtes des barres non rondes
Les barres non rondes (c'est-à-dire carrées, hexagonales et plates) de largeur ≤ 150 mm peuvent avoir un profil indéfini à une distance de 0,2 mm du bord hypothétique, des plats de largeur > 150 mm de largeur à une distance de 0,5 mm, sauf accord contraire. Pour une largeur > 150 mm, le profil d'angle peut être affiné à une distance de 0,5 mm du bord hypothétique, à moins que des angles vifs n'aient été spécifiquement commandés.
7 Inspection et essais
Un nombre suffisant d'échantillons doit être inspecté pour la conformité dimensionnelle.
Le contrôle dimensionnel doit être effectué comme suit :
a) pour les barres rondes : pas moins de 150 mm de l'extrémité de la barre ;
b) pour les barres rondes coupées à longueur : au moins 10 mm de l'extrémité de la barre ;
c) pour les formes autres que rondes : au moins 25 mm de l'extrémité de la barre.

Heure de publication : 14 octobre 2019